
Tipps & Tricks zur Ermittlung von Laser Parameter - Graustufenmatrix
Wie erreicht man die richtige Farbintensität der Gravur mit den richtigen Laser Parametern?
Bei der Lasergravur können durch verschiedene Parametereinstellungen unterschiedliche Farbintensitäten am Material erzielt werden. Lesen Sie hier, wie Sie mit Hilfe der Graustufenmatrix die gewünschte Farbintensität schnell und einfach ermitteln können.

Ermittlung von Parameter mit der Graustufenmatrix
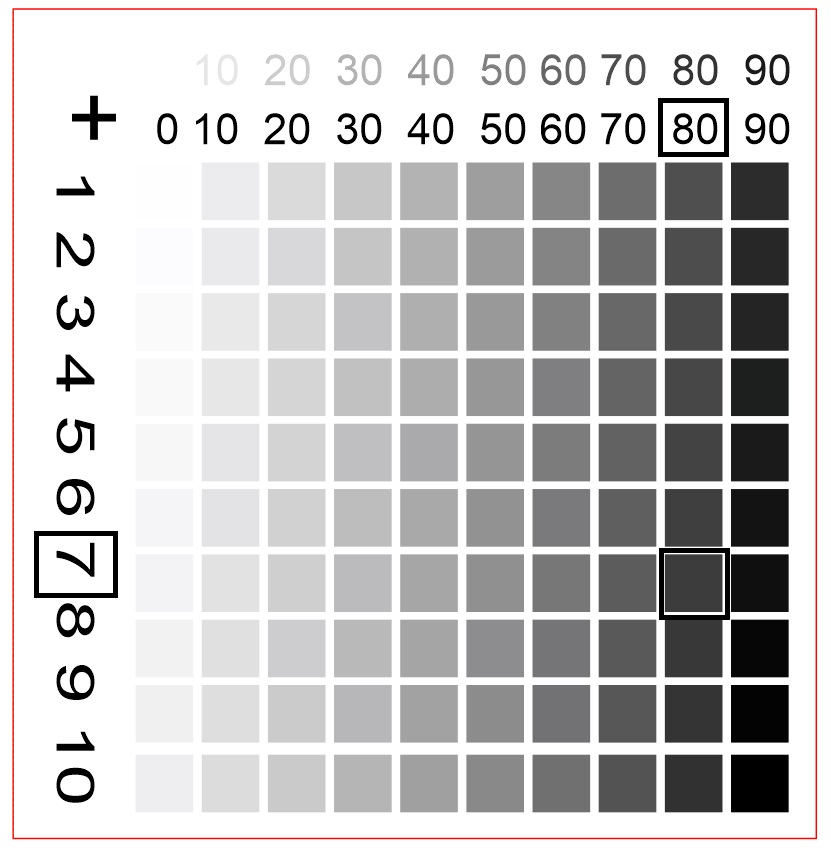
Die Testmatrix besteht aus 100 verschiedenen Graustufen. Mit Hilfe der Relief-Funktion im Ruby® oder JobControl® Druckertreiber kann dadurch ganz einfach der passende Parameter ermittelt werden.
Die Laserleistung wird je nach Schwarzton dazu angepasst. Wenn ein 100 % schwarzes Feld graviert wird, werden auch 100 % der eingestellten Leistung verwendet. Wird ein 50 % schwarzes Feld graviert, wird dieses mit 50 % der eingestellten Leistung graviert. Die Laserleistung verhält sich zu den Schwarztönen linear, deshalb kann mit Hilfe der Testmatrix-Gravur der gewünschte Farbton ausgewählt und die entsprechenden Werte eins zu eins in die Parameterdatenbank übertragen werden.
Die Geschwindigkeit der Maschine bleibt immer konstant.

Erstellung der Graustufenmatrix
Ruby® : Fügen Sie die Graustufenmatrixdatei in den Vorbereitungsbildschirm ein. Wählen oder erstellen Sie ein Material mit Relief-Funktion. JobControl® : Fügen Sie die Grafik in Ihr Grafikprogramm ein. In den Druckeinstellungen vom JobControl® Druckertreiber stellen Sie die Prozessart auf Relief. Wählen Sie die Auflösung entsprechend dem Material das Sie testen wollen; im Fall von Holz zum Beispiel zwischen 333 DPI und 500 DPI.
TIPP: Bei einer Laserleistung der Maschine ab 100 Watt starten Sie mit P=80% Leistung und v = 100% Geschwindigkeit.
Bei einer Laserleistung der Maschine zwischen 40 und 100 Watt, starten Sie mit P= 100% Leistung und v = 100% Geschwindigkeit.
Bei einer Laserleistung der Maschine unter 40 Watt, starten Sie mit P = 100% Leistung und v = 50-80% Geschwindigkeit.

Auswahl der Laserparameter
Wählen Sie aus der so gravierten Matrix Ihren gewünschten Farbton aus den 100 verschiedenen Parametern und speichern Sie diesen in Ihrer Materialdatenbank.
Der gewählte Parameter für P im Beispiel ist 80+7, dh. 87% vom vorher eingestellten P-Wert (Leistung).

Graustufenmatrix auf Holz
Die Testmatrix auf Holz zeigt verschiedene Farbintensitäten von weiß bis braun zu dunkelbraun. So können verschiedene Farbintensitäten auf Holz einfach und schnell ermittelt werden.
TIPP: Um noch dunklere Gravurergebnisse zu erreichen fahren Sie den Z-Offset in den Plusbereich und wiederholen Sie den Testvorgang.
Sie benötigen etwas anderes?
Ich bin an einer Produktvorführung interessiert.
Maschinendemo anfordern: Über Web oder vor Ort.
Technischer Support
Wir helfen Ihnen, Ihre Probleme mit Trotec-Lasermaschinen zu lösen.


{kind=link}